












 Casa
Casa Prodotti
Prodotti







29+ years in pharmaceutical machinery, covering capsule filling, tablet pressing, blister packaging, tablet and capsule counting, cartoning, GMP production, and overseas machine service.

Nella produzione farmaceutica e nutraceutica, il riempimento delle capsule deve garantire un dosaggio ripetibile e una qualità di chiusura affidabile ad alta velocità di produzione. Completamente automatico macchine per il riempimento di capsule rigide Questo risultato si ottiene eseguendo una sequenza fissa di stazioni (orientamento, separazione tappo/corpo, dosaggio, chiusura e scarico), sincronizzata dalla temporizzazione della torretta e dalla logica di controllo.
Questa guida spiega il principio di funzionamento della macchina riempitrice di capsule a livello di stazione, in modo da poter visualizzare cosa controlla ciascun modulo, quali condizioni destabilizzano il ciclo e quali verifiche (andamento del peso, uniformità della chiusura, modelli di scarto) indicano che il processo è sotto controllo.

Un ciclo completamente automatico ripete le stesse operazioni nello stesso ordine:
1. Rettificare (orientare) le capsule
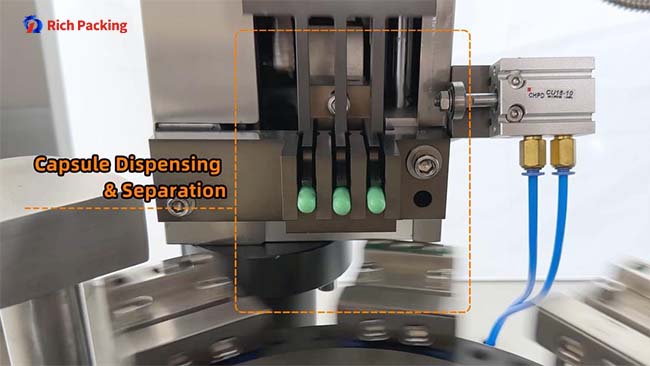
2. Separare il tappo e il corpo
3. Misurare e trasferire la dose
4. Chiudere e bloccare
5. Scaricare e rifiutare
Per "prestazioni stabili" si intende che il ciclo della stazione rimane costante nel tempo, non solo che la macchina raggiunge una velocità di punta.
I sistemi manuali sono adatti per prove e piccoli lotti; il controllo è in gran parte gestito dall'operatore. Le macchine semiautomatiche automatizzano parti del flusso ma rimangono interrotte e meno paragonabili al controllo continuo della stazione. Questo articolo presuppone Macchine completamente automatiche per il riempimento di capsule : basato su torretta, cicli continui, rilevamento integrato e logica di scarto.
● Rettifica: allineamento delle capsule per un corretto inserimento.
● Separazione del cappuccio/corpo: separazione mediante temporizzazione del vuoto/aria e guida meccanica.
● Disco dosatore + perni di compattazione: formano un volume di dosaggio compatto e ripetibile prima del trasferimento.
● Dosatore: utilizza un tubo/ugello di dosaggio per prelevare e trasferire una carica di polvere.
● Integrità della chiusura: coerenza dell'innesto tra cappuccio e corpo dopo la chiusura.
● IPC: controlli in corso di processo (peso, chiusura, scarti) durante la lavorazione.
Una riempitrice di capsule completamente automatica esegue due flussi in parallelo: il flusso delle capsule e il flusso della polvere (di riempimento). Quando i risultati non sono precisi, la causa principale è in genere da ricercarsi nella tempistica di separazione, nella stabilità del dosaggio o nell'allineamento della chiusura, spesso innescati dalle condizioni delle capsule o dal comportamento della polvere.

Alimentazione/rettifica → separare → chiudere → scaricare/scartare
● La rettifica influisce sulla coerenza con cui i gusci vengono sottoposti a separazione e dosaggio.
● La separazione si basa sul supporto meccanico e sulla temporizzazione del vuoto/aria; le spaccature parziali e le tensioni del guscio spesso si ripresentano in seguito come difetti di chiusura.
● La chiusura dipende dall'allineamento e dalla pulizia. La polvere sulla superficie di contatto tra tappo e corpo è una causa comune di chiusura allentata e perdite.
● Il tasso di reiezione/scarico dovrebbe mostrare un andamento stabile nel tempo; un tasso di reiezione in aumento di solito segnala un accumulo o una deriva a monte.
Condizione → misuratore → trasferimento
La polvere può formare ponti, aerarsi, segregarsi, accumulare carica statica e variare la densità apparente in base all'umidità. La stazione di dosaggio traduce questo comportamento in un dosaggio ripetibile attraverso una delle due architetture comuni:
● Disco dosatore + perni di compattazione : compattare la polvere in tappi ("blocchetti") ripetibili all'interno dei fori di dosaggio, quindi trasferire un volume misurato.
● Dosatore : prelevare e trasferire una carica di polvere tramite un tubo/ugello di dosaggio.
1. Tempo di separazione : livello di vuoto, fasatura dell'aria, allineamento meccanico.
2. Stabilità del dosaggio consistenza del letto di polvere, profondità di pressatura o impostazioni del dosatore, intervallo di velocità.
3. Allineamento/forza di chiusura : guide, pulizia, condizioni del guscio, geometria di chiusura.
La configurazione varia a seconda del produttore, ma la sequenza funzionale è costante. Per ogni stazione, concentrati su tre domande: qual è lo scopo della stazione, quali variabili la controllano e quali sono i sintomi di un eventuale guasto.
Controlli: flusso della tramoggia, geometria della guida, uniformità delle dimensioni delle capsule, pulizia.
Sintomi tipici: alimentazione errata, sfregamento, inceppamenti intermittenti.
Controlli rapidi: flusso costante (senza improvvisi scoppi); ispezionare le guide per verificare l'usura e l'accumulo di polvere.
Comandi: livello di vuoto, temporizzazione dell'aria, profondità di separazione, velocità della torretta, condizioni del guscio.
Sintomi tipici: separazione parziale, gusci incrinati, tappi non completamente sollevati.
Controlli rapidi: convalidare le divisioni pulite a bassa velocità, quindi aumentare la velocità monitorando i danni al guscio e gli scarti.
Comandi
: allineamento meccanico, stabilità di tenuta, controllo dei residui.
Sintomi tipici
: sollevamento/oscillazione del corpo, ingresso incoerente, "sbuffo" di polvere.
Controlli rapidi
: verificare che i corpi si posizionino in modo coerente e non si spostino a causa delle vibrazioni.
Comandi: altezza del letto di polvere, profondità di compattazione, pulizia del raschiatore/trasferitore, velocità della torretta.
Sintomi tipici: variazione di peso, riempimento insufficiente, formazione di ponti, accumulo graduale.
Prove rapide: stabilizzare prima il letto di polvere, poi regolare la profondità di compattazione, infine validare alla velocità target.
Comandi: profondità di riempimento, tempistica, condizionamento della polvere, pulizia dell'ugello.
Sintomi tipici: incoerenza della carica, sbavature/accumuli.
Controlli rapidi: pesatura a intervalli brevi; ispezione delle superfici di trasferimento per individuare eventuali residui iniziali.
Comandi: allineamento della guida, forza di chiusura, pulizia della stazione, condizionamento del guscio.
Sintomi tipici: non si chiude, serratura allentata, deformazione, perdite dopo la chiusura.
Controlli rapidi: ispezione della chiusura a intervalli regolari; se aumentano i difetti, ricontrollare la separazione e la contaminazione dell'interfaccia.

Controlli: soglie di rifiuto, stabilità del sensore, gestione dello scarico.
Sintomi tipici: falsi scarti, difetti non rilevati, abrasioni allo scarico, scarti che aumentano nel tempo.
Controlli rapidi: individuare i modelli di scarto; verificare che la gestione dello scarico non danneggi le capsule integre.
|
Stazione |
Funzione primaria |
Variabili chiave |
Sintomi tipici |
Elaborazione rapida |
|
Alimentazione/Rettifica |
Orientare le capsule nella torretta |
Stabilità del flusso, usura della guida, pulizia |
Mancata alimentazione, graffi, inceppamenti |
Osservare il flusso costante; ispezionare le guide |
|
Separazione |
Cappuccio e corpo divisi |
Temporizzazione, velocità e allineamento del vuoto/aria |
Spaccatura parziale, crepe |
Controllo visivo dello split a bassa velocità |
|
Posizionamento del corpo |
Stabilizzare il corpo per la somministrazione |
Sede, allineamento, residuo |
Sollevamento/oscillazione, ingresso incoerente |
Osservare la coerenza dei posti a sedere |
|
Dosaggio (disco/pressatura) |
Volume imballato del metro |
Altezza del letto, profondità di pressatura, raschiatori |
Deriva del peso, riempimento insufficiente |
Pesi di tendenza; modifica una variabile |
|
Dosaggio (dosatore) |
Tariffa a contatore tramite ugello |
Profondità, tempistica, condizionamento |
Incoerenza dell'addebito |
Pesi a intervalli brevi + pulizia |
|
Chiusura |
Capsula di sicurezza |
Guide, forza, contaminazione |
Non si chiude, la serratura è allentata. |
Controlli di chiusura a intervalli |
|
Dimissioni/Rifiuto |
Rimuovere i difetti, trasferire il prodotto |
Soglie, gestione |
Falsi scarti, graffi |
Tendenza di rifiuto + ispezione di scarico |
Il controllo del peso di riempimento è dove macchina rotativa per il riempimento di capsule Il principio di funzionamento diventa misurabile: condizionamento stabile della polvere, dosaggio ripetibile e trasferimento pulito. La maggior parte dei sistemi dosa un volume/carica ripetibile; il peso finale varia quando cambia la densità apparente o l'efficienza di trasferimento.
● Instabilità del letto di polvere: rifornimento irregolare, formazione di ponti.
● Variazione della densità apparente: aerazione, vibrazioni e umidità modificano il modo in cui la polvere si compatta.
● Segregazione: le miscele vengono separate, aumentando la variabilità (e il rischio di uniformità del contenuto).
● Emissioni statiche e adesione: la polvere aderisce alle superfici di dosaggio/trasferimento, causando una lenta deriva.
Per i sistemi di dischi/compattazione, la ripetibilità in genere migliora più rapidamente seguendo questa sequenza:
1. Altezza/consistenza del letto di polvere
2. Profondità di compattazione (piccoli passi, una variabile alla volta)
3. Pulizia del trasferimento (raschietti/superfici di contatto)
4. Validazione della finestra di velocità (rampa dopo che i pesi si sono stabilizzati)
Un dosatore può funzionare bene con determinate polveri e intervalli operativi, ma dipende comunque dalle condizioni della polvere e dalla pulizia del trasferimento. Se si verifica una deriva, verificare prima il comportamento della polvere e la presenza di residui, quindi regolare i parametri del dosatore.
● Andamento del peso (deriva rispetto alla fascia stabile)
● Fase di avvio vs fase di regime (primi 10-20 minuti)
● Controlli di integrità del blocco
● Stabilità del rifiuto nel tempo
Definisci gli intervalli di campionamento, registra i risultati e mantieni tracciabili le modifiche. Una cadenza semplice, più frequente all'avvio e poi costante, previene la maggior parte delle "sorprese" nelle fasi successive del processo.
Una velocità maggiore riduce il tempo di permanenza, quindi le piccole instabilità si manifestano più rapidamente come scarti e variazioni di peso. In pratica, la qualificazione dovrebbe concentrarsi su un intervallo di velocità stabile, ovvero la velocità più elevata che mantenga la coerenza di peso e chiusura nel tempo.
● La consistenza della separazione diminuisce (le scissioni parziali e lo stress del guscio aumentano).
● Il rifornimento del letto di polvere diventa meno stabile (la variabilità aumenta).
● La fase di chiusura diventa meno tollerante in termini di allineamento e contaminazione.
Se i rifiuti aumentano quando si incrementa la velocità, rallentare nuovamente e verificare quale dominio di controllo si rompe per primo (separazione, dosaggio o chiusura).
La maggior parte delle perdite di polvere/polvere deriva da perdite durante il trasferimento del dosaggio e dalla contaminazione della polvere all'interfaccia tra tappo e corpo. I controlli che comunemente aiutano sono:
● mantenere pulite le superfici di dosaggio/trasferimento (evitare accumuli graduali)
● verificare la pulizia della stazione di chiusura e l'allineamento della guida
● evitare il riempimento eccessivo che impedisce una chiusura pulita
● Aggiungere la lucidatura/depolverazione delle capsule quando necessario per il confezionamento successivo o per motivi estetici

I gusci rigidi delle capsule sono sensibili all'ambiente:
● troppo secco → gusci fragili, rischio di rottura
●
umidità eccessiva → gusci morbidi, rischio di deformazione/allentamento della chiusura
Un condizionamento stabile in prossimità della linea spesso migliora l'integrità del bloccaggio più di modifiche meccaniche aggressive.
Questa sezione rappresenta uno strato pratico per le linee di nuova generazione: disciplina minima e rapido isolamento dei guasti.
1. distanza di sicurezza della linea
2. Registrazione batch: impostazioni chiave + risultati IPC + regolazioni
3. Procedura di pulizia + lista di controllo per il cambio formato
4. Controlli per la contaminazione incrociata (gestione delle polveri)
5. Registri di calibrazione per strumenti IPC (bilance, calibri se utilizzati come riferimento)
6. Nozioni di base sulla sicurezza (protezioni/interblocchi/pulsanti di arresto di emergenza)
7. Attivatori e documentazione per la gestione delle deviazioni
8. Registri di formazione per operatori/manutenzione
● funzionamento stabile entro una finestra di velocità concordata
● Piano IPC + dati sull'andamento del peso
● Verifiche di chiusura e approccio alla gestione dei difetti
● rifiutare la coerenza nel tempo
● accesso/tempo di pulizia realistici
● Elenco dei pezzi di ricambio/parti soggette ad usura + tempi di consegna
|
Sintomo |
Probabile stazione/modulo |
causa principale tipica |
Fissare |
Impedire il prossimo lotto |
|
La variazione di peso aumenta |
Dosaggio / condizione della polvere |
instabilità del letto, deriva di densità, residuo |
stabilizzare il letto; pulire il trasferimento; regolare la profondità di pressatura |
controllo dell'umidità; routine di condizionamento; IPC più rigoroso all'inizio |
|
Riempito solo parzialmente/vuoto |
Separazione o trasferimento |
separazione parziale, corpo non seduto, ponte |
verificare la divisione; temporizzazione corretta; eliminare i ponti |
convalida a bassa velocità; controlli di qualità delle capsule |
|
Non si chiude / la serratura è allentata |
Chiusura + a monte |
disallineamento, contaminazione, condizioni del guscio |
pulire; verificare le guide; regolare la forza di chiusura |
condizionamento del guscio; cadenza di pulizia; verifica della rettifica |
|
Perdita dopo la chiusura |
Integrità di chiusura |
chiusura allentata, riempimento eccessivo, contaminazione |
confermare il blocco; ridurre il riempimento eccessivo; pulire |
Migliorare la pulizia del trasferimento; lucidatura/spolveratura se necessario. |
|
Crepe/deformazioni |
Separazione/chiusura |
Tempi di lavorazione troppo aggressivi; gusci fragili/morbidi |
regolare la fasatura; ispezionare le guide |
controllo ambientale; controllo qualità in entrata |
|
Inceppamenti / esplosioni |
Alimentazione/rettifica |
alimentazioni incomplete, guide usurate, accumulo |
Pulire/svuotare; sostituire le parti soggette a usura |
Programmazione pomeridiana; fornitura costante di capsule |
|
I rifiuti aumentano nel tempo |
Accumulo di dosaggio/chiusura |
residuo graduale, deriva della polvere |
pausa/pulizia; ricontrollare IPC |
intervallo di pulizia definito; scarti di tendenza |
Una riempitrice di capsule completamente automatica opera a ciclo temporizzato per stazione. Controllando la temporizzazione della separazione, la stabilità del dosaggio e l'allineamento di chiusura, il peso di riempimento e l'integrità del bloccaggio diventano prevedibili e gli scarti rimangono stabili. In questo modo, il principio di funzionamento della riempitrice di capsule diventa uno strumento pratico per valutare le apparecchiature, definire una finestra di velocità e individuare rapidamente i guasti.
1. Come funziona una macchina riempitrice di capsule completamente automatica?
Il processo si ripete: rettifica → separazione → dosaggio/trasferimento → chiusura/bloccaggio → scarico/scarto.
2. Disco dosatore/perni di compattazione vs. dosatore: qual è la differenza?
Il dosaggio a disco/compattatore misura il volume compattato; il dosatore dosa la carica tramite un ugello. La scelta migliore dipende dal comportamento della polvere e dalla finestra di stabilità necessaria.
3. Perché il peso varia dopo l'avvio?
Le cause più comuni sono la variazione della densità apparente e l'accumulo di residui sulle superfici di dosaggio/trasferimento.
4. Perché le capsule non si chiudono?
Nella maggior parte dei casi, il problema risiede nell'allineamento, nella contaminazione delle interfacce o nelle condizioni del guscio, talvolta riconducibili a una separazione insufficiente.
5. Una singola macchina può lavorare sia con polveri che con pellet?
Spesso sì, con la corretta configurazione del dosaggio e la convalida delle prestazioni di trasferimento/chiusura/scarto.
6. Cosa dovrei privilegiare in un FAT?
Prove di controllo: andamento del peso, verifiche di chiusura, stabilità degli scarti e dimostrazione realistica di pulizia/cambio formato.
7. Qual è una cadenza IPC pratica per una fase di avvio?
Effettuare i prelievi più frequentemente durante i primi 10-20 minuti, quindi passare a un intervallo costante una volta che il peso e gli scarti si sono stabilizzati.
FDA – Validazione dei processi: principi e pratiche generali
https://www.fda.gov/regulatory-information/search-fda-guidance-documents/process-validation-general-principles-and-practices
USP – Risorse formative sul divorzio
https://www.usp.org/education/dissolution

E-mail : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 Rete IPv6 supportata
Rete IPv6 supportata