
Le capsule rigide sono molto diffuse sia nel settore farmaceutico che in quello degli integratori perché si prestano a un'ampia gamma di riempimenti (polveri, granuli, pellet o miscele) e consentono di scalare la produzione senza modificare la forma farmaceutica. La difficoltà risiede nel fatto che le linee di produzione di capsule rigide possono essere sensibili anche a piccole variazioni. Le condizioni del guscio influiscono sull'apertura e sulla chiusura. Il flusso di riempimento e il comportamento della miscela incidono sulla variazione di peso. Umidità, cariche elettrostatiche e pratiche di alimentazione spesso si manifestano rapidamente con scarti e tempi di inattività.
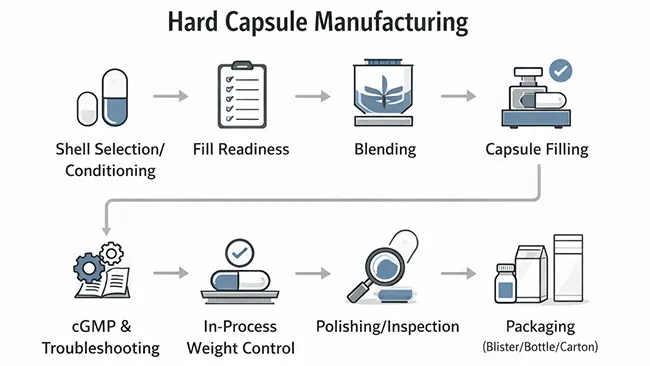
In questa guida, la produzione di capsule si riferisce alla realizzazione di capsule rigide riempite utilizzando gusci vuoti acquistati. Il flusso di lavoro comprende la selezione dei gusci e la loro manipolazione controllata, la preparazione al riempimento, la miscelazione, il riempimento delle capsule rigide, il controllo in corso di processo, l'ispezione, la conformità e le nozioni di base sulla risoluzione dei problemi, e infine il confezionamento primario e la protezione durante lo stoccaggio.
Fase 1 — Produzione delle capsule: Selezione del guscio e gestione del materiale in entrata (gelatina vs HPMC)
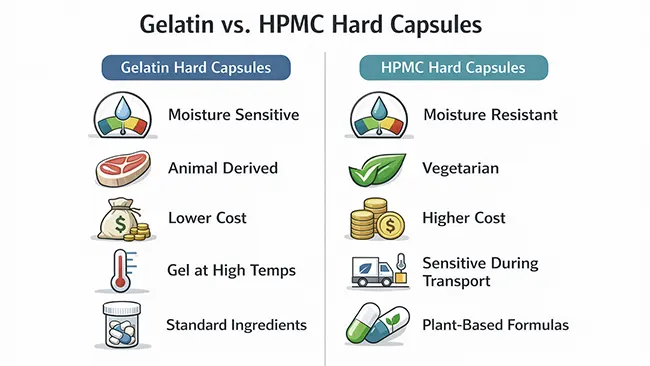
La scelta del guscio definisce i limiti per il resto della produzione di capsule rigide. Per le capsule rigide riempite, la decisione comune è tra gelatina E HPMC (vegetariano) galleggianti.
In genere, una scelta pratica si riduce a tre punti:
● Sensibilità della formulazione: Le imbottiture igroscopiche o sensibili all'umidità aumentano il rischio di formazione di grumi, adesione e spostamento del peso, pertanto la scelta del guscio e la sua manipolazione sono più importanti.
● Requisiti di mercato: Il posizionamento vegetariano o le aspettative legate alla regione spesso indirizzano verso HPMC.
● Costanza dei costi e dell'offerta: La gelatina è ampiamente utilizzata e spesso risulta più conveniente in termini di costi quando le condizioni di manipolazione sono stabili.
I gusci in entrata devono essere trattati come materiale controllato. Le condizioni di stoccaggio durante il trasporto, la consistenza tra i lotti e le modalità di preparazione dei gusci prima della produzione possono manifestarsi in seguito con fragilità, rammollimento, problemi di elettricità statica o difficoltà di chiusura: problemi che è facile attribuire al materiale di riempimento, ma che spesso hanno origine a monte.
|
Fattore |
Capsule di gelatina |
Capsule di HPMC |
|
Motivo comune per scegliere |
Conveniente e ampiamente utilizzato |
Posizionamento vegetariano; ampia accessibilità al mercato |
|
Sensibilità all'umidità |
Più sensibile alle oscillazioni di gestione |
Spesso più tollerante, ma comunque bisognoso di controllo |
|
Miglior adattamento tipico |
Polveri/granuli stabili con stoccaggio controllato |
Ripieni igroscopici o “difficili da gestire”; requisiti vegetariani |
|
Rischi tipici di manipolazione |
Fragilità (troppo secco) o rammollimento (troppo umido) |
Variazioni in base al livello scolastico; allineamento delle aspettative di rendimento |
|
Note di scioglimento |
Comportamento di base comune |
Può variare a seconda del grado/formulazione; verificare se è critico |
|
Da portare via in modo pratico |
Ottima scelta con condizioni di gestione stabili |
Ottima scelta quando le esigenze di formulazione/mercato lo impongono |
Anche un involucro perfetto può fallire se maneggiato in modo scorretto. Nella produzione di capsule, il condizionamento dell'involucro è uno dei metodi più rapidi per prevenire scarti precoci senza modificare i parametri di riempimento. Le capsule rigide vuote devono essere conservate a temperatura e umidità controllate, quindi condizionate prima della produzione in modo che raggiungano un equilibrio stabile. Saltare questo passaggio spesso porta a problemi evitabili in fase di riempimento: capsule che si rompono durante la manipolazione, tappi che non si chiudono in modo uniforme o problemi di alimentazione dovuti a cariche elettrostatiche.
Mantieni un approccio semplice e ripetibile:
● Ambiente Utilizzare un'area pulita e stabile con umidità controllata. Le oscillazioni rapide sono peggiori di una condizione costante, anche se leggermente fuori dall'obiettivo.
● Allestimento Lasciare che i gusci si acclimatino prima di aprire sacchi o fusti. Un assorbimento di umidità non uniforme può causare un comportamento incoerente all'interno dello stesso lotto.
● Controllo dell'esposizione Ridurre al minimo il tempo di apertura. Richiudere parzialmente i contenitori e tenere le confezioni aperte lontano da fonti di umidità e da forti correnti d'aria.
Se gli scarti aumentano improvvisamente all'inizio di un ciclo e le impostazioni della macchina non sono cambiate, verificare innanzitutto le condizioni e la gestione del guscio.
Molti problemi di riempimento sono legati al materiale. Nella produzione di capsule, un dosaggio stabile inizia con la predisposizione del materiale: fluidità, umidità ed elettrostatica. Prima che un lotto raggiunga la macchina riempitrice di capsule, è necessario verificare che il materiale di riempimento sia pronto per fluire, essere alimentato e dosato. La stessa formula può comportarsi in modo molto diverso a seconda dell'umidità, della distribuzione granulometrica e della storia del processo.
Punti chiave di preparazione:
● Fluidità Una scarsa fluidità aumenta la variazione di peso e può causare la formazione di ponti. Potrebbe essere necessario ricorrere alla granulazione, ad additivi fluidificanti o alla regolazione della granulometria.
● Contenuto di umidità Un'umidità eccessiva può causare adesione e accumulo di residui; un'umidità insufficiente può peggiorare l'elettricità statica e la formazione di polvere. Entrambe le condizioni possono destabilizzare il dosaggio.
● Dimensione delle particelle e particelle fini : Un eccesso di particelle fini aumenta la coesione e la formazione di polvere; le particelle di dimensioni eccessive possono causare problemi di riempimento e chiusura non uniformi.
● Appiccicosità ed elettrostatica Entrambi possono causare un'alimentazione irregolare, soprattutto con l'aumentare del tempo di funzionamento.
Se la linea sembra regolare per i primi minuti e poi inizia a variare, è probabile che si tratti di un lento cambiamento nel comportamento della polvere: assorbimento di umidità, calore, consolidamento nella tramoggia o segregazione.
Fase 4 — Miscelazione per uniformità (prevenzione della segregazione)
La miscelazione non serve solo a rendere la miscela apparentemente uniforme. L'obiettivo è l'uniformità del dosaggio durante l'alimentazione, il che significa prevenire la segregazione dopo la miscelazione, durante il trasferimento, il caricamento della tramoggia e l'intero ciclo di produzione.
Tra i fattori che causano la segregazione si annoverano le differenze di densità, l'ampia distribuzione granulometrica, le vibrazioni durante il trasporto e le elevate altezze di caduta durante il trasferimento. Controlli pratici che possono essere d'aiuto:
● Ordine e tempi di miscelazione Aggiungere lubrificanti e componenti a basso dosaggio in modo da garantire una distribuzione uniforme senza miscelare eccessivamente.
● Metodo di trasferimento : Il trasferimento graduale e i percorsi costanti riducono la separazione.
● logica di campionamento : Verificare l'uniformità in un modo che rifletta ciò che la macchina rileva nel tempo, non solo ciò che è più facile da campionare.
Se le prime capsule vengono controllate correttamente e quelle successive tendono ad essere più leggere/pesanti, la causa è spesso da ricercarsi nella segregazione del materiale nel sistema di alimentazione, e non in un "misterioso" cambiamento nelle prestazioni della macchina.
Questo è il fulcro della produzione di capsule rigide riempite. Il livello delle apparecchiature e il metodo di dosaggio devono essere adeguati alla dimensione del lotto, alle esigenze di precisione, al comportamento del prodotto e alla frequenza di cambio formato.
Scelta del livello della macchina
● Manuale Ideale per prove e lotti molto piccoli. Bassa produttività, elevato impiego di manodopera e forte influenza dell'operatore.
● Macchina riempitrice di capsule semiautomatica Utile quando è necessaria una maggiore produttività senza la complessità di un'automazione completa. Spesso rappresenta una soluzione pratica per piccoli volumi commerciali.
● Macchina automatica per il riempimento di capsule Progettata per una maggiore produttività e un controllo ripetibile. Rappresenta la soluzione ideale quando i tempi di inattività e la variabilità hanno un costo superiore a quello della macchina stessa.

Quando si selezionano i fornitori per una macchina automatica di riempimento capsule, è importante richiedere prove della stabilità della macchina nel tempo, non solo dati sulla velocità. Ad esempio, presso Rich Packing, le apparecchiature in uscita vengono generalmente verificate con un test di funzionamento continuo e una finestra di verifica a carico elevato prima della spedizione, il che aiuta a individuare tempestivamente eventuali derive e piccoli arresti.
Comprendere le opzioni di dosaggio
Due meccanismi di dosaggio spesso discussi sono il sistema a perno di compattazione e il sistema a dosatore. Entrambi mirano a erogare una dose costante all'interno della capsula, ma possono comportarsi in modo diverso a seconda della comprimibilità della polvere, della coesione e del peso di riempimento desiderato. La scelta migliore è quella che si dimostra stabile con il materiale e la finestra operativa, e che consente una pulizia e una sostituzione agevoli.
|
Fattore |
Manuale |
Semiautomatico |
Automatico |
|
Ideale per |
Ricerca e sviluppo, campioni, prove |
Piccola attività commerciale, frequenti cambi di produzione. |
Ampliamento della scala, produzione stabile, volume maggiore |
|
Output tipico |
Basso |
Mezzo |
Alto |
|
Controllo e ripetibilità |
Dipendente dall'operatore |
Migliorato, ma ancora influenzato dall'operatore |
Controllo della corsa elevato e costante |
|
Cambio e pulizia |
Semplice, più lento |
Moderare |
Progettato per la ripetibilità, richiede disciplina |
|
Livello di investimento |
Il più basso |
Medio |
Più alto |
|
Da portare via in modo pratico |
È utile conoscere il prodotto |
Un buon ponte per la commercializzazione iniziale |
Ideale quando stabilità e velocità di elaborazione sono fondamentali. |
Nella produzione di capsule, anche con la macchina di riempimento più adatta, le variazioni di peso possono variare al variare delle condizioni. Il controllo in corso di processo consiste nell'individuare tempestivamente tali variazioni e correggerle prima che si accumulino gli scarti.
Le cause più comuni includono cambiamenti nel comportamento della polvere (assorbimento di umidità, elettricità statica, consolidamento), alimentazione irregolare e accumulo graduale sulle parti di dosaggio. I controlli che funzionano nella produzione quotidiana sono:
● Analisi delle tendenze : Monitorare il peso nel tempo. Un singolo controllo a campione potrebbe non rilevare le variazioni.
● segnali di comportamento materiale : Prestate attenzione a eventuali cambiamenti nella formazione di polvere, nel flusso o nella presenza di ponti. Questi fenomeni si manifestano spesso prima di cedimenti dovuti al peso.
● disciplina di regolazione Modificare una variabile alla volta e verificarne l'impatto con un intervallo di campionamento coerente.
Le prestazioni stabili derivano da un controllo ripetibile, non da "impostazioni perfette".

Dopo il riempimento, le capsule spesso contengono particelle fini o polvere superficiale che possono influire sull'aspetto e sulle prestazioni successive. macchina per la lucidatura delle capsule (spesso abbinato alla depolverazione) riduce la polvere sciolta che può interferire con il confezionamento e contribuisce a fornire una finitura uniforme.
L'ispezione si concentra sui difetti che influiscono sulla qualità e sull'efficienza della linea di produzione:
● Capsule incrinate o ammaccate (spesso collegato al condizionamento del guscio o allo stress meccanico)
● Tappi allentati o chiusura difettosa
● Capsule deformate che inceppano nastri trasportatori e imballatori
● Contaminazione visibile o forte spolveratura
● Valori anomali di sottoriempimento/sovrariempimento che sfuggono se il campionamento è troppo leggero
Questa fase protegge le prestazioni a valle. I problemi di confezionamento spesso iniziano con difetti che si manifestano nella linea di confezionamento.
La conformità è parte integrante del funzionamento della linea: materiali controllati, impostazioni documentate, pulizia definita e decisioni chiare in caso di anomalie. Nella produzione di capsule rigide, la disciplina di base delle CGMP rende inoltre la risoluzione dei problemi più rapida e i risultati più ripetibili. Food and Drug Administration degli Stati Uniti )
Elementi essenziali della conformità
● Controllo dei materiali : Qualificazione dei fornitori, controlli in entrata, etichettatura dello stato e stoccaggio controllato.
● Registri di lotto Documentare i parametri che influenzano la qualità: tipo di guscio, condizioni di miscelazione, impostazioni della macchina e risultati del processo.
● Cambio e pulizia Definire le fasi e le procedure di verifica, soprattutto in caso di cambio di prodotti o materiali che possono causare allergie.
● Manutenzione e calibrazione La manutenzione preventiva riduce le deviazioni e gli arresti imprevisti.
● Formazione e deviazioni Gli operatori necessitano di regole coerenti per le regolazioni, il campionamento e la gestione delle problematiche.
Risoluzione dei problemi (controlli rapidi)
● Peso derivante leggero/pesante : Verificare innanzitutto il comportamento della polvere (flusso, umidità, segregazione), quindi la stabilità dell'alimentazione e infine l'eventuale accumulo o usura delle parti dosatrici.
● Crepe e ammaccature : Ricontrollare il condizionamento e la manipolazione del guscio, quindi identificare i punti di stress meccanico nelle interfacce di trasferimento.
● Tappi allentati/problemi di chiusura : Verificare la taglia/l'aderenza della calotta, valutare gli effetti dell'umidità e controllare l'allineamento e l'usura della stazione di chiusura.
● Picchi di rifiuto improvvisi : Presta attenzione ai cambiamenti a monte: nuovo lotto di gusci, fluttuazioni ambientali, pratiche di riempimento della tramoggia o una tendenza all'accumulo precoce.
Seguire un ordine coerente per la risoluzione dei problemi (materiale, ambiente, alimentazione, quindi impostazioni della macchina) riduce le congetture e i tempi di inattività.
Nella produzione di capsule, l'imballaggio è parte integrante della protezione del prodotto, non un elemento secondario, poiché determina la resistenza delle capsule durante lo stoccaggio e il trasporto. La scelta dell'imballaggio più adatto dipende dalla sensibilità all'umidità, dal formato di dosaggio e dalle modalità di movimentazione del prodotto durante la distribuzione.
Confezione blister viene spesso selezionato quando la presentazione in dose unitaria, le prestazioni di barriera e la comodità dell'utente sono importanti, in genere prodotto su un macchina per il confezionamento in blister utilizzando strutture di barriera idonee. Bottiglie sono comuni per i formati multidose, spesso combinati con essiccanti e controllo della chiusura per gestire l'esposizione all'umidità dopo l'apertura; questa via è frequentemente abbinata a un Linea di conteggio e imbottigliamento delle capsule . Per la presentazione e la distribuzione pronte per la vendita al dettaglio, l'imballaggio secondario viene generalmente gestito da un macchina per l'incarto per proteggere i pacchi durante il trasporto e supportare l'etichettatura e la tracciabilità.
Se le capsule si ammorbidiscono, diventano fragili o presentano cambiamenti di aspetto sullo scaffale, è necessario esaminare l'intera filiera: scelta e condizionamento del guscio, comportamento del contenuto in presenza di umidità e prestazioni di barriera della confezione selezionata.
Una produzione stabile deriva da principi fondamentali ben consolidati: scegliere il guscio giusto, maneggiarlo e condizionarlo in modo coerente, garantire un'alimentazione prevedibile del materiale di riempimento, miscelare per evitare la segregazione e gestire il riempimento con un controllo e un'ispezione ripetibili durante il processo. Grazie alla disciplina in materia di conformità e a un confezionamento adeguato alla delicatezza del prodotto, la produzione di capsule può essere scalata senza dover inseguire deviazioni, scarti e tempi di inattività.
L'HPMC viene spesso scelto quando il materiale di riempimento è sensibile all'umidità o quando è richiesto un posizionamento vegetariano. La scelta migliore dipende dal comportamento dell'intero sistema nelle condizioni di stoccaggio e nell'intervallo di umidità di produzione.
Le cause più comuni includono cambiamenti nel comportamento della polvere (assorbimento di umidità, elettricità statica, consolidamento), instabilità dell'alimentazione, modalità di utilizzo della tramoggia e accumulo graduale sui componenti di dosaggio. L'analisi dell'andamento del peso nel tempo aiuta a individuare tempestivamente eventuali variazioni.
La scelta si basa sulla stabilità con la polvere, sul peso di riempimento desiderato e sulla finestra di funzionamento. Il meccanismo che garantisce un dosaggio costante, una pulizia e una sostituzione semplici è generalmente la soluzione migliore.
Il condizionamento e la manipolazione dei gusci sono fattori che spesso contribuiscono al problema. I gusci eccessivamente secchi possono diventare fragili, mentre le sollecitazioni meccaniche nei punti di trasferimento possono ammaccare o rompere le capsule. È necessario esaminare le fasi di lavorazione dei gusci, l'ambiente e le interfacce di trasferimento.
I blister possono offrire un'ottima barriera per singola dose quando si utilizzano materiali ad alta barriera. Anche i flaconi possono funzionare bene con un buon controllo della chiusura e l'uso di essiccanti, ma sono soggetti a ripetute aperture durante l'utilizzo.
Conferma la stabilità del guscio nelle tue condizioni di manipolazione, conferma il flusso di riempimento e la stabilità della miscela, verifica che le impostazioni della riempitrice mantengano il peso entro i limiti nel tempo e controlla che l'ispezione e l'imballaggio proteggano la qualità durante lo stoccaggio e il trasporto.
● FDA: Norme attuali sulle buone pratiche di fabbricazione (CGMP). Food and Drug Administration degli Stati Uniti )
● eCFR: 21 CFR Parte 211 — CGMP per i prodotti farmaceutici finiti.
● Capitolo generale USP <905> Uniformità delle unità di dosaggio (pagina ufficiale).
● ICH Q9 Gestione del rischio per la qualità (linea guida). (database.ich.org)
● Sistema di qualità farmaceutica ICH Q10 (linea guida). database.ich.org )

E-mail : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 Rete IPv6 supportata
Rete IPv6 supportata 












 Casa
Casa Prodotti
Prodotti






