












 Casa
Casa Prodotti
Prodotti







29+ years in pharmaceutical machinery, covering capsule filling, tablet pressing, blister packaging, tablet and capsule counting, cartoning, GMP production, and overseas machine service.

I difetti del rivestimento delle compresse possono influire su più dell’aspetto. Un film ruvido, un logo illeggibile, una superficie crepata o un colore non uniforme possono indicare scarsa adesione, essiccazione instabile, nuclei delle compresse deboli o spruzzatura incoerente. Alcuni difetti sono estetici, mentre altri possono influire sull’identificazione, sulla manipolazione, sulla protezione dall’umidità o sulle prestazioni attese della compressa rivestita.
La risoluzione dei problemi funziona meglio quando il difetto viene trattato come una prova piuttosto che come una diagnosi. Lo stesso problema visibile può derivare dal nucleo della compressa, dalla formulazione del rivestimento, dal sistema di spruzzatura, dalle condizioni di essiccazione o dal movimento all’interno del "macchina di rivestimento delle compresse. L’indagine dovrebbe identificare il difetto, controllare le variabili più probabili e modificare un solo fattore principale alla volta. [1][2]

I difetti del rivestimento delle compresse sono modifiche indesiderate del film, del colore, della superficie, del bordo, del logo o della condizione fisica di una compressa durante o dopo il rivestimento. Possono comparire durante la spruzzatura, l’essiccazione, la stagionatura, lo scarico o l’ispezione finale.
Non sono sempre gli stessi di difetti di compressione delle compresse. Capping, lamination, bordi deboli o elevata friabilità possono iniziare durante la compressione delle compresse. Il rivestimento delle compresse può rendere questi punti deboli più evidenti perché le compresse sono esposte a calore, umidità, movimento ripetuto e contatto con altre compresse.
Prima di modificare la ricetta del rivestimento delle compresse o le impostazioni della macchina, ispezionare i nuclei non rivestiti dello stesso lotto. Controllare durezza, friabilità, polvere, umidità, forma, goffratura e condizioni superficiali. Questo aiuta a separare i difetti creati durante il rivestimento delle compresse dai problemi già presenti nel processo. [2]
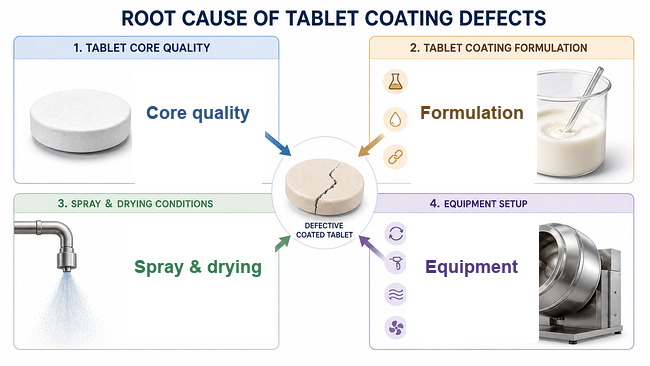
Classificare il problema in uno dei quattro gruppi:
1. Qualità del nucleo della compressa: durezza, friabilità, porosità, umidità, polvere, forma o bordi deboli.
2. Formulazione del rivestimento delle compresse: polimero, plastificante, contenuto di solidi, viscosità, dispersione del pigmento o adesione.
3. Condizioni di spruzzatura e essiccazione: velocità di spruzzatura, atomizzazione, distanza della pistola, aria in ingresso, scarico e temperatura del prodotto.
4. Configurazione dell’attrezzatura: allineamento delle pistole, deflettori, velocità della vasca, equilibrio del flusso d’aria, sensori e stabilità del controllo.
Il nome del difetto da solo non rivela la causa principale. L’adesione può derivare da spruzzatura eccessiva, essiccazione insufficiente, formulazione appiccicosa o bassa temperatura del prodotto. La fessurazione può derivare da un film fragile, un nucleo in espansione o stress meccanico.
| Modello del difetto | Primo controllo | Probabile causa | Da evitare come primo intervento |
|---|---|---|---|
| Le compresse si attaccano tra loro | Temperatura del prodotto e velocità di spruzzatura | Eccessiva bagnatura o essiccazione lenta | Aumento brusco del calore |
| La superficie è ruvida o polverosa | Atomizzazione e distanza della pistola | Essiccazione della spruzzatura o gocce grandi | Aumento della velocità di spruzzatura |
| Il film si crepa o si sfoglia | Condizione del nucleo e flessibilità del film | Scarsa adesione o stress eccessivo | Modifica solo della velocità della vasca |
| Il colore è non uniforme | Modello di spruzzatura e miscelazione delle compresse | Scarsa distribuzione o migrazione del pigmento | Aggiunta di più pigmento |
| I bordi si scheggiano o si erodono | Durezza del nucleo e azione della vasca | Nuclei deboli o alta attrizione | Riduzione di tutto il flusso d’aria |
Registrare quando compare il difetto, la percentuale interessata, la temperatura del prodotto, la velocità di spruzzatura, la velocità della vasca, il flusso d’aria e la condizione del liquido di rivestimento delle compresse. Senza registrazioni, regolazioni ripetute possono nascondere la causa originale. [1][2]
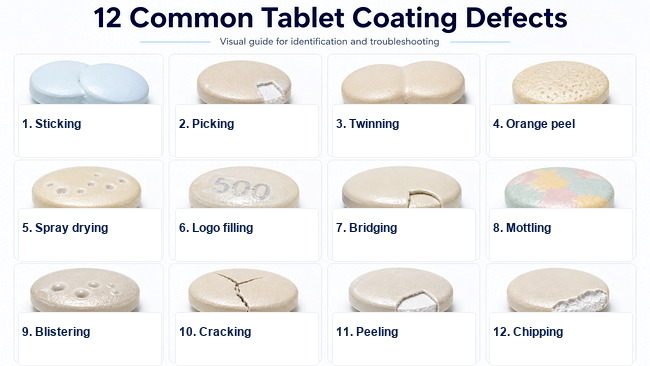
L’adesione si verifica quando le compresse si attaccano tra loro o alla vasca perché il film umido rimane appiccicoso troppo a lungo. Controllare velocità di spruzzatura, temperatura del letto di compresse, flusso d’aria, scarico e viscosità del rivestimento. Ridurre la spruzzatura può aiutare, ma una scarsa essiccazione o una formulazione appiccicosa possono produrre lo stesso risultato.
Il picking è un danno localizzato del film. Una compressa umida tocca un’altra superficie e parte del rivestimento viene strappata quando si separano. Si manifesta spesso attorno a lettere, linee di incisione o loghi. Ispezionare la goffratura, la polvere del nucleo, il preriscaldamento e la fase iniziale di spruzzatura.
Il twinning indica che due compresse rimangono unite, di solito faccia a faccia o lungo un bordo ampio. Le compresse a forma di capsula, ovali o altamente convesse sono più vulnerabili. Controllare eccessiva bagnatura, velocità della vasca, carico del lotto, movimento delle compresse e design dei deflettori. Aumentare la velocità da solo può aumentare i danni ai bordi.
L’effetto buccia d’arancia è un film ruvido e testurizzato. Le gocce possono essere troppo grandi, troppo viscose, mal atomizzate o parzialmente asciugate prima di distribuirsi. Controllare viscosità, contenuto di solidi, pressione di atomizzazione, distanza della pistola e temperatura del prodotto. [1]
L’essiccazione della spruzzatura si verifica quando le gocce perdono troppa umidità prima di raggiungere o distribuirsi sulle compresse. Le particelle secche creano polvere, ruvidità, scarsa adesione o riempimento dei loghi. Alta temperatura in ingresso, atomizzazione eccessiva, bassa velocità di spruzzatura, lunga distanza della pistola o forte flusso d’aria possono contribuire.
Il riempimento del logo si verifica quando materiale di rivestimento essiccato o semi-essiccato si accumula all’interno di lettere, linee di incisione o dettagli in rilievo. Controllare essiccazione della spruzzatura, contenuto di solidi, accumulo del rivestimento, profondità del logo e design della compressa. Uno spessore eccessivo del film può rendere il segno meno leggibile.
Il ponte è diverso dal riempimento del logo. Il film si estende su una linea di incisione o un elemento in rilievo e forma un sottile ponte. Le cause probabili includono scarsa flessibilità del film, spessore eccessivo, plasticizzazione non adeguata, scarsa adesione o geometria difficile della compressa. [1]
Il mottling è una colorazione non uniforme su una singola compressa, mentre la variazione tra compresse indica che il lotto ha tonalità incoerenti. Le cause includono scarsa dispersione del pigmento, spruzzatura non uniforme, miscelazione debole o migrazione del colore solubile durante l’essiccazione. Controllare agitazione della sospensione, output delle pistole, sovrapposizione della spruzzatura, carico della vasca e movimento delle compresse.
La comparsa di bolle si manifesta come sollevamento localizzato o formazione di vesciche del film rispetto al nucleo. È spesso associata a scarsa adesione, umidità intrappolata o riscaldamento rapido. Esaminare il preriscaldamento, la temperatura del prodotto, la polimerizzazione, l’umidità del nucleo e l’adesione del film.
La fessurazione del film si verifica quando il rivestimento della compressa non è in grado di sopportare lo stress dovuto all’essiccamento, alla manipolazione o ai cambiamenti del nucleo. Le possibili cause includono insufficiente plastificante, polimero fragile, spessore eccessivo del film, essiccamento rapido, espansione del nucleo o impatto. Notare se le crepe compaiono immediatamente o dopo la conservazione. [1]
Il peeling è la separazione di una porzione più ampia del film dal tablet. Polvere, eccesso di lubrificante superficiale, bassa resistenza del film, scarsa plasticizzazione, surriscaldamento o erosione del nucleo possono contribuire. Un "spolveratore per compresse" può rimuovere la polvere sciolta, ma non può correggere una formulazione non idonea o un nucleo eccessivamente lubrificato. [1][2]
Tutti questi difetti comportano perdita di materiale. La scheggiatura interessa i bordi, il pitting forma piccole depressioni e l’erosione superficiale crea aree più estese di usura. Controllare durezza del nucleo, friabilità, umidità, velocità della vasca, contatto con i deflettori, dimensione del lotto e bagnatura di spruzzo. I nuclei deboli possono resistere all’uscita dalla macchina comprimitrice rotativa per compresse ma cedere sotto il movimento ripetuto nella vasca di rivestimento delle compresse.macchina comprimitrice rotativa per compresse ma falliscono sotto il movimento ripetuto nella vasca di rivestimento delle compresse.
Un processo stabile inizia con un nucleo pronto per il rivestimento. La durezza della compressa deve essere sufficiente per carico, rotolamento, spruzzatura e scarico, ma la sola durezza non garantisce il successo. Una compressa può essere dura ma avere bordi deboli, stress interno, alta friabilità o scarsa adesione superficiale.
La porosità del nucleo influisce sulla bagnabilità. Le compresse porose possono assorbire rapidamente il liquido, mentre superfici dense o fortemente lubrificate possono resistere all’adesione. Un eccesso di lubrificante idrofobo sulla superficie può indebolire il legame tra film e nucleo. Anche la forma è importante: concavità profonda, linee di incisione strette, loghi con spigoli vivi e compresse a forma di capsula possono aumentare geminazione, ponti e fenomeni di picking. [2]
La compressione uniforme delle compresse sulla macchina comprimitrice rotativa per compresse aiuta a controllare durezza, spessore e condizione superficiale. La polvere deve essere rimossa prima del rivestimento delle compresse. Uno spolveratore per compresse supporta la pulizia della superficie, ma non sostituisce una corretta granulazione, compressione o formulazione del nucleo.
Non modificare tutti i parametri contemporaneamente. Iniziare dalle variabili che controllano la bagnatura, l’evaporazione e il movimento delle compresse:
1. Temperatura del prodotto
2. Velocità di spruzzo
3. Pressione di atomizzazione
4. Aria di pattern
5. Flusso d’aria in ingresso e in uscita
6. Velocità della vasca
7. Distanza e angolo della pistola
8. contenuto solido e viscosità del liquido di rivestimento delle compresse
| Parametro | Troppo basso | Troppo alto | Difetti spesso osservati |
|---|---|---|---|
| Velocità di spruzzo | Crescita lenta o copertura insufficiente | Eccessiva bagnatura | Rugosità o adesione |
| Pressione di atomizzazione | Gocce grandi | Essiccamento prematuro | Effetto buccia d’arancia o essiccamento dello spray |
| Temperatura del prodotto | Evaporazione lenta | Scarsa distribuzione | Adesione o film irregolare |
| Velocità della vasca | Miscelazione debole | Elevata abrasione | Variazione di colore o scheggiatura |
| Flusso d’aria | Accumulo di umidità | Asciugatura troppo rapida della superficie | Adesione o essiccamento dello spray |
La temperatura del prodotto descrive le compresse in modo più diretto rispetto alla sola temperatura in ingresso. Anche la dinamica dello spruzzo dipende dal contenuto di solidi, dalla viscosità, dall’aria di atomizzazione, dall’aria di pattern, dalla distanza della pistola e dal flusso d’aria di processo. Le variazioni nella velocità di spruzzo, nel flusso d’aria, nell’umidità e nelle condizioni di essiccamento possono alterare sia l’ambiente del letto di compresse sia la probabilità di difetti del rivestimento delle compresse. Modificare una sola variabile principale, lasciare stabilizzare il processo e registrare il risultato. [2]
Indagare la macchina quando un difetto segue una pistola di spruzzo, una zona d’aria o un modello operativo ripetuto. I segnali di allarme includono erogazione disomogenea delle pistole, ugelli ostruiti, velocità della vasca instabile, letture di temperatura imprecise, controllo debole dell’estrazione, scarsa sovrapposizione dello spray o deflettori che non muovono le compresse in modo uniforme.
Una sospensione adatta per il rivestimento delle compresse può comunque produrre macchie, rugosità o eccessiva bagnatura se una pistola eroga una portata o un angolo diverso. I residui di pulizia possono ostruire gli ugelli, mentre un trattamento dell’aria instabile può portare la temperatura del prodotto fuori dall’intervallo previsto. La manutenzione dovrebbe includere ispezione degli ugelli, calibrazione dei sensori, controllo del flusso d’aria e verifica della tenuta della vasca e del controllo della pressione negativa.
Rich Packing integra ricerca e sviluppo delle attrezzature, produzione e vendita all’interno di un unico sistema produttivo. Il suo processo produttivo gestito secondo le 6S include controlli di qualità su approvvigionamento delle materie prime, gestione dei componenti, assemblaggio e test finali delle attrezzature, contribuendo a mantenere la coerenza nelle funzioni critiche della macchina di rivestimento delle compresse come azionamento della vasca, erogazione dello spray, controllo del flusso d’aria e monitoraggio della temperatura.

I difetti del rivestimento delle compresse devono essere indagati attraverso il nucleo, la formulazione del rivestimento, le condizioni di spruzzo ed essiccamento e la configurazione della macchina. Adesione, geminazione, effetto buccia d’arancia, fessurazione, distacco e variazione di colore possono apparire diversi, ma diversi di essi possono condividere lo stesso squilibrio tra bagnatura, evaporazione, adesione e movimento delle compresse.
Un’indagine pratica parte dal difetto visibile, verifica il gruppo di cause più probabile e modifica una variabile principale alla volta. La qualità stabile delle compresse rivestite dipende da nuclei pronti al rivestimento, una formulazione adeguata, parametri controllati e una macchina di rivestimento delle compresse che garantisca spruzzatura, flusso d’aria e movimento delle compresse ripetibili.
I difetti comuni includono adesione, picking, accoppiamento di compresse (twinning), effetto buccia d'arancia, essiccamento da spruzzo, riempimento del logo, ponti, macchiatura, formazione di bolle, fessurazione, sfogliamento ed erosione dei bordi o della superficie.
Le cause comuni sono una velocità di spruzzatura eccessiva, bassa temperatura del prodotto, flusso d’aria insufficiente, scarico dell’aria inadeguato o una formulazione che rimane appiccicosa troppo a lungo.
L’effetto buccia d’arancia deriva solitamente da una scarsa distensione delle goccioline. Alta viscosità, atomizzazione debole, gocce grandi, distanza eccessiva dalla pistola o rapida essiccazione della superficie possono creare la texture ruvida.
Controllare la forma delle compresse, l’eccessiva bagnatura, la velocità della vasca, il carico del lotto e il design dei deflettori. Le compresse di forma ovale o a capsula possono richiedere un modello di movimento che separi più efficacemente le superfici piatte.
L’adesione significa che le compresse si attaccano tra loro o all’attrezzatura. Il picking si verifica quando si separano e trascinano via parte del rivestimento umido della compressa o della superficie della compressa.
Sì. Nuclei deboli, friabili o sotto stress possono scheggiarsi, erodersi, fessurarsi o sfogliarsi. Valutare la durezza insieme alla friabilità, alla resistenza dei bordi, all’umidità e alla consistenza della compressione delle compresse.
Iniziare con la temperatura del prodotto, la velocità di spruzzatura, l’atomizzazione, il flusso d’aria, la velocità della vasca e la posizione delle pistole. Modificare una variabile principale alla volta e registrare il risultato.
No. L’attrezzatura migliora il controllo della spruzzatura, il flusso d’aria, la miscelazione e la ripetibilità, ma i difetti possono anche originare dal design del nucleo, dalla formulazione, dall’umidità, dal livello di lubrificante o dalle proprietà del liquido di rivestimento delle compresse.
1. Zaid, A. N. et al. Una revisione completa sul rivestimento di film farmaceutici delle compresse. National Library of Medicine — PMC open sourcehttps://pmc.ncbi.nlm.nih.gov/articles/PMC7605601/
2. Porter, S. C. Come prevenire i problemi di rivestimento delle compresse. Pharmaceutical Technology. Leggi l’articolo open sourcehttps://www.pharmtech.com/view/how-prevent-tablet-coating-problems

E-mail : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 Rete IPv6 supportata
Rete IPv6 supportata